









Anwenderorientierte Lösung im Hartdrehen und Schleifen
Autorin: Andrea Jäger
Höchste Präzision entsteht im perfekten Zusammenspiel von Maschine, Werkzeug und Bearbeitungsverfahren. Das japanisch-schweizerische Unternehmen BIG KAISER vertraut daher bei der Fertigung seiner hochgenauen Werkzeuge unter anderem auf die Kombination von Hartdrehen und Schleifen auf einer Hardinge T51 SP MSY.
Das Hartdrehen hat sich in Branchen wie der Lager- und Automobilindustrie, dem Werkzeug- und Formenbau und in der Werkzeugherstellung längst einen vorderen Platz in der Reihe der Fertigungsverfahren erobert. In vielen Bearbeitungsfällen z.B. in der Kugellagerfertigung oder in der Werkzeugtechnik kann Hartdrehen gegenüber dem Schleifen Zeit und damit Geld sparen. Bei der Fertigung komplexer Werkstücke in einer Aufspannung führt insbesondere die Kombination von Hartdreh- und Schleifoperationen in einer Maschine zu einer im unteren µ-Bereich liegenden Maßgenauigkeit bei gleichzeitig hoher Prozesssicherheit.
Für den Präzisionswerkzeughersteller BIG KAISER sah man aus eben diesen Gründen das Hartdrehen schon seit einigen Jahren als passende Ergänzung zum Schleifen um den hohen Ansprüchen an die Qualität der Produkte zu genügen, für die der Name KAISER seit der Gründung 1948 steht und an denen die Fusion mit dem japanischen Unternehmen BIG Daishowa im Jahr 2015 nichts geändert hat.
Auf 135.000 qm Produktionsfläche sorgen heute ca. 900 Mitarbeiter in vier Ländern dafür, dass die modularen Werkzeugsysteme – 20.000 Standardprodukte und 12.000 Spezialteile – in gleichbleibend hoher Präzision gefertigt werden. Im Maschinenpark von BIG KAISER am Gründungsstandort in Rümlang bei Zürich ist seit langem eine Hartdreh- und Schleifmaschine eines schweizerischen Schleifmaschinenherstellers im Einsatz, bei der der Schwerpunkt allerdings auf dem Schleifen liegt.
Mit der 2014 notwendig gewordenen Ersatzinvestition für eine in die Jahre gekommene Drehmaschine änderte sich der Focus in Richtung Hartdrehen. Eine Erweiterung der Bearbeitungsmöglichkeiten stand außerdem auf der Wunschliste. „Bei einer Maschinenneuanschaffung stellen wir immer die bisherigen Fertigungsprozesse auf den Prüfstand.“ erläutert BIG KAISER Produktionsleiter Marcel Stettler die Vorgehensweise bei der Maschinensuche. „Wir sind mit unseren Produkten innovativ unterwegs und das spiegelt sich auch in unseren Bearbeitungsanforderungen.“
Die Liste der Maschinenbauer, die hochpräzise Hartdrehmaschinen herstellen, ist nicht sehr lang. Eines der führenden Unternehmen in diesem Bereich ist Hardinge. Bei einer von Marcel Stettler und Marco Kotz, dem Leiter der Fertigung bei BIG KAISER, besuchten Hausausstellung des Schweizer Hardinge-Vertreters PerfecBore stellte Geschäftsführer Pierre Moser den Kontakt zu Hardinge-Produktmanager Markus Günschmann her. Sein Vortrag über das Hartdrehen auf einer Hardinge Super Precision-Maschine hatte Aufmerksamkeit bei den BIG Kaiser-Verantwortlichen erregt.
Die Abwägung der unterschiedlichen Maschinenkonzepte aller Anbieter brachte die Erkenntnis, dass die Hardinge-Maschinen – und die T51 SP im Besonderen – für die speziellen Anforderungen von BIG KAISER insbesondere an die Wiederholgenauigkeit besser geeignet waren als die Maschinen der Mitbewerber. Ein Kaufargument war die Einbindung des geforderten Zirkularfräsens in die Maschine. Die zusätzliche Herausforderung: die Losgrößen variieren bei BIG KAISER von Stückzahl eins bis zu einigen hundert Teilen. Gefordert wurde außerdem eine Genauigkeit im Durchmesser von 1 µm. Die Hardinge GmbH in Krefeld ist auf Herausforderungen in der Entwicklung prozessorientierter Lösungen spezialisiert und stellt dabei die Anforderungen der Kunden in den Mittelpunkt. Auch deshalb fiel 2015 bei BIG KAISER die Entscheidung zugunsten der Hardinge T51SP.

BIG Kaiser Produktionsleiter Marcel Stettler und Fertigungsleiter Marco Kotz sind ebenso zufrieden mit der Maschinenwahl der T51 SP MSY…

…wie Pierre Moser, Geschäftsführer der Schweizer Hardinge-Vertretung
Stabilität und Genauigkeit
Die CNC-Hochgenauigkeitsdrehmaschinen der SP-Serie sind aufgrund ihrer Steifigkeit und Stabilität ideal geeignet für die Hartdrehbearbeitung sowie für kombinierte Hartdreh- und Schleifoperationen zur Herstellung komplexer Werkstücke in einer Aufspannung, Messprotokolle attestieren der T-Serie eine kontinuierliche Maschinengenauigkeit von 3 µm, Werkstück-Rundheit von 0,25 µm (T42) und 0,70 µm (T65), eine Wiederholgenauigkeit (an allen Achsen) von 0,76 µm und eine erzielbare Oberflächengüte von besser Ra 0,15 µm oder Rz1.
Ein 45° Vollgussmaschinenbett mit Harcrete-Polymerbetonfüllung bietet höchste Schwingungsdämpfung für höhere Oberflächengüten, längere Standzeiten und sichere Prozessabläufe. Das Spindelkonzept Collet Ready erlaubt die sichere Spannung des Werkstücks direkt in der Spindel. Die von der T-Serie unterstützten Spannzangensysteme sind nicht wie sonst üblich als Adaptersysteme ausgelegt. Dies bedingt eine wesentlich geringere Auskraglänge und die Bearbeitung des Werkstücks so nah wie möglich an den Spindellagern. Die dadurch erhaltene maximale Steifigkeit der Spindel ist die Voraussetzung für das Erreichen höchster Präzision.
Der Einsatz einer unabhängigen Y-Achse verbessert die Genauigkeit bei der Fräsbearbeitung und ermöglicht eine hochpräzise Einstellung der Werkzeugmitte zum Hartdrehen. Leistungsstarke Hauptspindeln mit Drehzahlen von 6.000/5.000/4000 U/min und Antriebsleistungen von 11/15/26 kW bilden die Basis für das Hochgenauigkeitsdrehen.
Ein BMT 55 Werkzeugrevolver mit 12 Stationen erlaubt dank einer ½-Indexierung bis zu 24 stehende bzw. 12 angetriebene Werkzeuge. Letztere können mit einer Antriebsleistung von 5,5 kW, einem Drehmoment von 42 Nm sowie Drehzahlen bis zu 8.000 Umdrehungen pro Minute betrieben werden.
Prozesssicherheit und Oberflächengüte
„Das Vertrauen in den Prozess Hartdrehen war für uns zu Beginn das Wichtigste. Das musste zuerst kommen.“ sagt Fertigungsleiter Marco Kotz. Mit der Inbetriebnahme der T51 SP wurden bisher bewährte Bearbeitungsprozesse neu definiert und gestrafft mit dem erfreulichen Resultat einer Reduzierung der Durchlaufzeit. Innerhalb kurzer Zeit lief ein großer Teil der für diese Bearbeitung geeigneten Teile bereits auf der neuen Maschine. „Es gibt immer noch Teile und Prozesse, die besser auf eine Schleifmaschine gehören.“ sagt Marco Kotz. „Die Ergebnisse des Super Precision Hartdrehens sind allerdings so qualitätsvoll, dass ein Schleifprozess nicht immer nötig ist.“ Immer öfter geriet die T51 SP in der Folgezeit in ihrer Kapazität an Grenzen.
Das inzwischen gewonnene Know-how beim Hartdrehen und die daraus resultierende Stabilität des Fertigungsprozesses brachte Marcel Stettler und Marco Kotz dazu, den Kauf einer zweiten Hartdrehmaschine in Erwägung zu ziehen. Dieses Mal sollte eine bereits bei der ersten Maschine angedachte integrierte Schleifeinheit die Bearbeitungsmöglichkeiten erweitern. Auch bei diesem Bedarfsfall waren zunächst wieder alle in Frage kommenden Hersteller im Spiel. „Von allen angefragten Maschinenbauern hat uns allerdings nur Hardinge die Prozesssicherheit garantiert.“ sagt Marcel Stettler. „Das war mutig und hat uns letztendlich überzeugt.“ Im Dezember 2018 wurde die neue T51 SP MSY bestellt, 2019 im Sommer geliefert. Ein Roboterhandlingsystem für die vollautomatische Fertigung wurde im Oktober 2020 nachträglich installiert.

Blick in den Maschinenraum der T51 SP MSY Haupt- und Gegenspindel, Werkzeugrevolver mit Schleifeinheit
Für die bei der Komplettbearbeitung von HSK-Werkzeugaufnahmen notwendigen kombinierten Dreh-/Fräs- und Schleifarbeiten wurde die neue T51 SP MSY-Maschine mit einer für BIG KAISER entwickelten Schleifeinheit mit angetriebenen Werkzeugen ausgestattet, die eine Schrägstellung aufweist. Diese Schrägstellung ist zum Fertigschleifen von Kegel- und Schulter von entscheidender Bedeutung. Für die hohen Anforderungen an die Präzision des Werkstücks bezüglich der Rundheit und der Durchmessertoleranz am Konus sowie des Rundlaufs zwischen HSK-Kegel und Innenbohrung ist die T51 SP MSY bestens geeignet.

Abrichten der Schleifscheibe für das Schulterschleifen

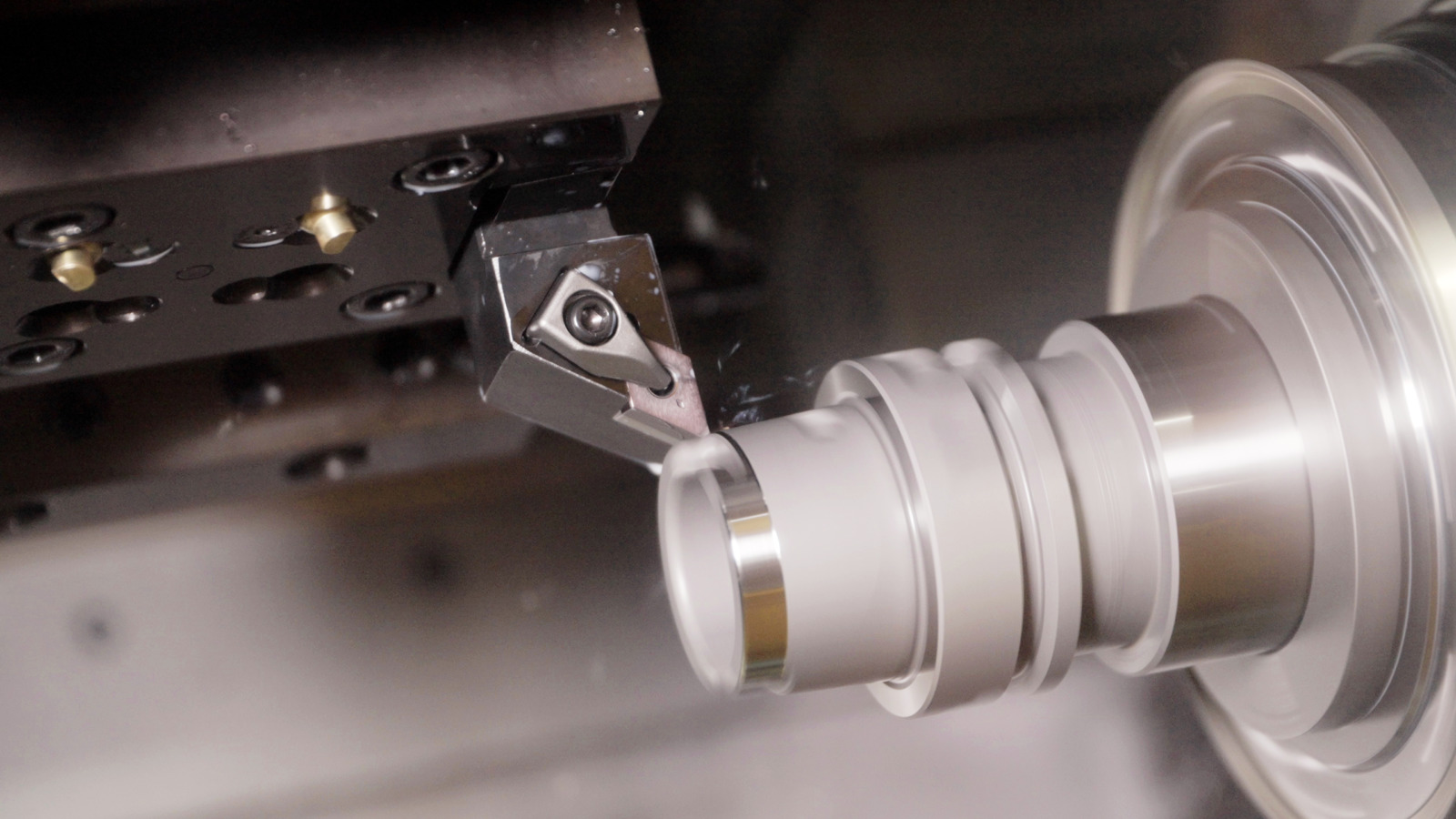
Hartdrehen der Außen- und Innenkonturen des Werkstücks
„Wir sind mit der Gesamtperformance der T51 SP MSY sehr zufrieden.“ urteilt Marco Kotz abschließend. „Auf der Maschine kann zwar nur ein limitiertes Spektrum bearbeitet werden, dieses dafür aber umso effektiver.“ Und Marcel Stettler fügt hinzu: „Dass mit Kellenberger ein Schleifmaschinenhersteller zum Hardinge-Konzern gehört, lässt für die Zukunft weitere innovative Lösungen in der Einbindung von Schleifprozessen z.B. bei den Abrichtzyklen erwarten.“

Die T51 SP MSY ist mit einer Roboterautomatisierung ausgestattet

Der große Arbeitsraum ist leicht zugänglich




